ダイヤフラムポンプでよくある故障
ダイヤフラムポンプは部品点数が少なく、構造もシンプルであることから、運用において故障が発生することが少ない製品ですが、もちろんゼロではありません。また、以下に挙げたものは例ですが、ポンプの性能低下や完全停止を引き起こす可能性があるので、兆候を早期に認識し、適切に対処することが重要になります。
トラブル箇所の特定に役立つ内部構造解説
ダイヤフラムポンプのトラブルを的確に診断するためには、内部構造と各部品の役割を理解しておくことが重要です。外部症状だけで判断すると、誤った部品交換や不要な分解作業につながる可能性があります。ここでは、流量低下や吸引不良に直結しやすい主要構造について解説します。
チャッキバルブ(弁)とマニホールドの構造と役割
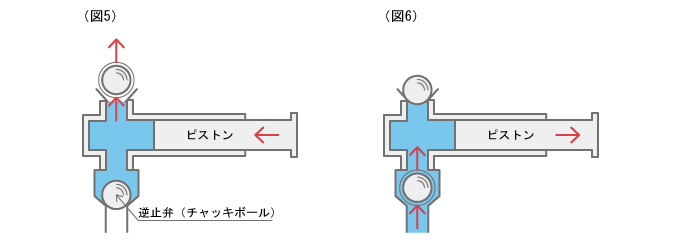
ダイヤフラムポンプでは、吸入側と吐出側それぞれにチャッキバルブ(逆止弁)が設けられており、液体の一方向流を制御しています。チャッキバルブは、ボール弁やフラップ弁などの形式が一般的で、ダイヤフラムの往復運動による圧力差によって自動的に開閉します。
https://www.tacmina.co.jp/library/basics/859
基本構造は、弁体(ボールまたはディスク)、弁座(シート)、ガイド部から成り、ダイヤフラムが吸引工程に入ると吸入側弁が開き、吐出側弁は閉じます。逆に吐出工程では吐出側弁が開き、吸入側弁は閉じます。この圧力差による自動開閉機構が、ポンプの基本動作を支えています。
弁が正常に閉じない場合、液体が逆流し、流量低下や吸引不良が直ちに発生します。とくにスラリーや固形物を含む流体では、弁座に異物が噛み込むことで完全閉止ができなくなり、圧力効率が大きく低下します。これは単なる「詰まり」ではなく、弁密着性の低下による体積効率の悪化が根本原因です。
マニホールドの理解を深めるために、電磁弁のマニホールド構造を例に考えてみます。下図に示されるように、単体の電磁弁では、P(供給)ポートからAポートへエアが流れ、BポートからEB(排気)へ抜けるという単純な流路構成になります。
一方、マニホールド電磁弁では基本的な流路構成自体は同じですが、複数の電磁弁を一つのブロック上に集約する構造になっています。そのため、Pポートからの圧縮空気はマニホールドブロック内部で枝分かれし、各電磁弁へ均等に供給される設計となっています。
排気側についても同様です。EAポートおよびEBポートは、それぞれ単独で排気するのではなく、マニホールド内部で連結・集約され、まとめて排気される構造になっています。これにより、配管点数を減らしつつ、複数弁の同時制御を可能にしています。

https://jp.meviy.misumi-ec.com/info/ja/blog/sekkei-dojo/36675/
ただし、搭載する電磁弁の台数が増えると、Pポートからの圧空供給量が1ヶ所では不足する場合があります。そのため、大型のマニホールドでは供給ポートを2ヶ所以上設け、内部流路で均等分配する設計が採用されます。排気側についても同様に、EA/EBポートを複数箇所に設けて排気能力を確保します。
この構造から分かるように、マニホールドとは単なる配管の集合体ではなく、内部に形成された流路によって流体を分配・集約する機能ブロックです。内部流路設計が不適切であれば、供給不足や排気抵抗の増大が発生し、動作不良や応答遅れにつながります。ダイヤフラムポンプにおいても同様に、マニホールド内部の流路設計や断面積、分岐構造が流量安定性や詰まりリスクに直結するため、トラブル特定の際にはこの内部構造の理解が不可欠です。
エアバルブ部の構造と点検方法
エアー駆動式ダイヤフラムポンプでは、エアバルブ部が駆動制御の中枢となります。エアバルブは本体中央部に配置され、圧縮空気を左右のエアチャンバーへ交互に供給することでダイヤフラムを往復運動させます。
内部構造は、スプール弁またはパイロットバルブを中心に構成され、空気圧の切替によって自動的に動作します。この部分に摩耗や異物混入が発生すると、切替不良やストローク停止を引き起こします。症状としては、動作音の不規則化やストローク停止、エア消費量の増加などが挙げられます。
点検時には、ポンプを停止しエア供給を遮断したうえで分解します。一般的に必要な工具は六角レンチ、トルクレンチ、スナップリングプライヤーなどです。分解後は、スプール部の摩耗、Oリングの劣化、異物付着の有無を確認します。潤滑不足や水分混入が長期的な不具合の原因となるため、エアラインのフィルター・ドライヤー管理も重要な予防策です。
エアバルブ部は定期点検対象とし、異常が出る前にシール部品を交換する予防保全を実施することで、突発停止リスクを低減できます。
ダイヤフラムの損傷や破損
原因
ダイヤフラムの破損は単なる経年劣化ではなく、運転条件と材質選定の不適合が重なった結果として発生するケースが多いトラブルです。代表的な根本原因には、設計圧力を超える過加圧運転、エア圧の急変動による過大ストローク、空運転の繰り返し、流体と材質の化学的不適合などがあります。
とくにエアー駆動式ポンプでは、供給エア圧の制御が不十分な場合、ダイヤフラムに想定以上の応力が集中し、繰り返し疲労によるクラックが内部から進行します。また、溶剤や強酸などに対して適合しない材質を選定すると、膨潤・硬化が進み、機械的強度が急激に低下します。破損は結果であり、その背景には運転管理や選定段階での問題が存在します。
兆候
ポンプの流量低下、吐出圧の不安定化、異音の発生、エア側への液体混入などが代表的な兆候です。初期段階では微小な損傷でも、圧力変動により短期間で破断に至る可能性があります。
対処法
供給エア圧を適正範囲に制御し、レギュレーターや脈動吸収機構を導入することで応力集中を抑制します。また、流体の温度・濃度・化学特性を十分に把握し、使用環境に適合したダイヤフラム材質を選定することが根本対策となります。
予防策としては、ストローク回数の管理や圧力ログの記録、時間基準での予防交換が有効です。破損後の対応ではなく、破損前提での予防保全体制を構築することが長期安定稼働につながります。
吸入口や排出口の詰まり
原因
詰まりは単なる固形物混入だけでなく、流体物性の変化や配管設計の不備が引き金となる場合があります。温度低下による固化、溶解度変化による結晶析出、スラリー沈降、流速不足による堆積などが根本原因です。
また、チェックバルブ周辺にデッドスペースがあると固形分が滞留しやすく、徐々に閉塞へ進行します。これは、ポンプ型式選定や流路設計段階での最適化不足が原因となることも少なくありません。
兆候
吐出圧の上昇、流量の低下、ポンプのストローク増加、断続的な吐出などが見られます。完全閉塞前には、圧力の不安定化や異常振動が前兆として現れることが多いです。
対処法
固形物粒径や濃度に適したポンプを選定し、配管径を十分に確保します。前処理フィルターだけでなく、定期的なフラッシング運転や流速管理が重要です。
スラリー移送では、固形物通過性能の高い構造を持つモデルへ変更することが再発防止策となります。設計段階から詰まりを想定した選定が重要です。
エアロック
原因
エアロックは単なる空気混入ではなく、吸入条件の設計不良や気密不足が根本原因となることが多い現象です。吸入揚程が過大、配管が長い、継手部からの微小リーク、液面変動などが重なることで負圧が不安定になります。
さらに高温流体では、気泡が発生しやすくなり、排出されずに滞留することで吸引不良が継続します。これは設計上のNPSH不足に起因する場合もあります。
兆候
吸引力の低下、吐出の断続、動作音の変化、エア消費量の増加などが確認されます。透明配管では気泡の滞留が目視できる場合もあります。
対処法
吸入ラインの気密性確認、配管短縮、液面高さの確保、エアベント設置が有効です。必要に応じて押込み方式への変更も検討します。
設計段階で吸入条件を最適化することが最も確実な予防策であり、運転前の確実なプライミングも重要です。
トラブルが多発する環境では、そもそも現場に合ったポンプを選ぶことが安定稼働への近道です。「詰まりやすい」「すぐ摩耗する」「空運転が怖い」といった課題が続く場合は、よりタフな設計を持つモデルへの切り替えを検討する価値があります。
【PR】詰まり・摩耗・空運転に強い「WILDEN」

https://www.jmc.asia/products/wilden/
世界中の過酷な現場で選ばれているWILDEN(ウィルデン)のエアー駆動式ダイアフラムポンプは、トラブルの原因となる要素を徹底的に排除した設計が特徴です。
「WILDEN」シリーズの特徴
固形物やスラリー混入液でも「詰まりにくい」
大きな固形物も通過できる余裕のある内部構造により、流路の閉塞リスクを大幅に低減します。フィルター詰まりによる停止や頻繁な分解洗浄を避けたい現場でも、安定した移送が可能です。
過酷な連続運転にも耐える「圧倒的な耐久性」
構造部品の摩耗に強い堅牢な設計で、圧力変動の大きい環境や摩耗性の高い液体でも長期間使用できます。ダイヤフラムや接液部材の交換サイクルが延び、メンテナンスコストの削減にも直結します。
空気混入や液切れでも「焼き付きゼロ」
エアロックや空運転が発生しても発熱や破損の心配がないため、トラブル時でも設備を守り、安全に運用し続けることができます。監視の手間が減り、現場の負担も軽減できます。
「今のポンプは繊細すぎて扱いづらい…」と感じている方は、WILDENのタフな仕様をぜひご確認ください。
ダイヤフラムポンプが吸わないときは?
原因
吸わない原因はエアロックだけでなく、チェックバルブの固着やシート面への異物噛み込み、吸入側リーク、供給エア不足など複合的要因が関係します。微小な異物でも逆流が発生し、吸引性能が著しく低下します。
兆候
ストロークは動作しているが液体が上がらない、吐出が断続的、圧力計が安定しないなどの症状が現れます。動作しているのに移送できない状態が典型的なサインです。
対処法
バルブの分解点検、シート面の清掃、リークテスト、エア供給圧の確認を行います。
再発防止には、前処理フィルター導入や定期保守計画の策定が不可欠です。原因を特定せずに部品交換のみ行うと再発リスクが高まります。
ダイヤフラムポンプの寿命は?
原因(寿命を縮める要因)
寿命は使用年数だけで決まるものではなく、運転条件・圧力管理・材質適合性によって大きく左右されます。過加圧運転や頻繁な空運転、高温流体の使用、材質不適合が重なると、疲労破壊が早期に進行します。
兆候
流量低下、エア消費増加、振動増大、部品摩耗の進行などが寿命接近のサインです。摩耗量や圧力変動を記録しておくことが予兆把握につながります。
対処法
運転条件の適正化と予防交換サイクルの設定が基本です。圧力・温度ログを管理し、部品交換を計画的に実施します。
突発停止を防ぐには予防保全を前提とした運用設計が不可欠であり、信頼できる国内ベンダーのサポート体制を活用することも重要です。




